
Často nejsou na první pohled vidět, ale jsou nepostradatelné – od automobilů, mostů a elektráren až po schodišťová zábradlí. To, co náš svět drží pohromadě, jsou svary a svarové spoje . Aby to bylo možné, potřebuje každá svařovaná konstrukce stabilní spoje. V našem praktickém přehledu se dozvíte vše o možných druzích spojů a svarů. Kromě toho vám prozradíme, jak zajistit vždy čisté svarové spoje pomocí systému Fronius Velo.
Jaké jsou typy svarových spojů?
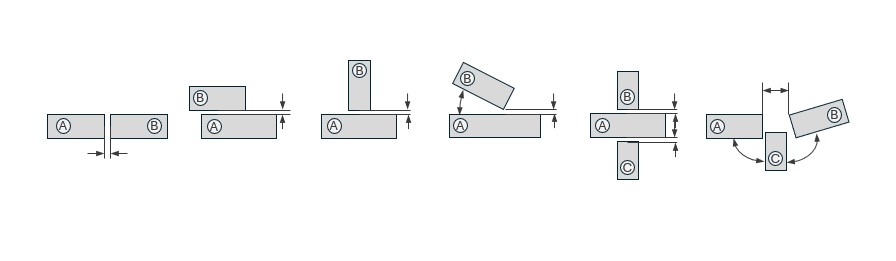
Druh spoje popisuje spojení dvou plechů nebo dílů k sobě. Rozlišujeme mezi tupým spojem, přeplátovaným spojem, spojem T, dvojitým spojem T (křížovým spojem), šikmým svarem a vícenásobným spojem. Rohový spoj je speciálním případem šikmého svaru s uspořádáním plechů vůči sobě v úhlu 90°.
Jaké jsou druhy svarů?
V zásadě rozlišujeme jednostranné a oboustranné svary. Jednostranné svary zahrnují I svar, V svar, Y svar a U svar. Jsou-li tyto svary provedeny z jedné poloviny, označují se jako svar tvaru polovičního V, svar tvaru polovičního Y a svar tvaru polovičního U. Pokud svařujeme z dolní a horní strany, přidá se k označení svaru písmeno D jako „dvojité“ (např. DV nebo DHV).
Lemový svar a čelní svar jsou speciální případy I svaru, přičemž první z nich je po svařování zcela nebo částečně vyrovnán a umožňuje nejvyšší rychlosti svařování.

Tloušťka svaru
Důležitým pojmem v této souvislosti je tloušťka svaru, protože určuje nosný průřez svarového spoje. V závislosti na tloušťce plechu a požadované pevnosti dílu se vytvoří plně nebo částečně provařený svar.
Pokud svar zahrnuje celou tloušťku materiálu, přidá se k tloušťce plechu písmeno „t“, v opačném případě se tloušťka označuje písmenem „s“. V případě koutových svarů je nejmenší pravoúhlý trojúhelník s úhlem 45° nosným průřezem, který se označuje jako rozměr „a“.

Svařovací polohy
Svařovací poloha je také rozhodující pro přípravu a úspěšné vytvoření bezchybného spoje. V úžlabí (PA) obvykle tavná lázeň vytéká rovnoměrně, což u horizontální svarové vrstvy (PB) s vysokým odtavným výkonem již neplatí.
Příčný svar (PC) má tu výhodu, že podpírá spodní polovinu plechu. V případě stoupavého svaru (PF) nebo svaru nad hlavou (PE) musí být odtavný výkon výrazně snížen, protože podpůrný účinek téměř chybí.
Přehled nejdůležitějších svarových spojů
| Označení | Popis | Zobrazení švu | Symbol |
| Koutový svar | Jednovrstvý koutový svar se používá pro spoje T a přeplátované spoje bez speciální přípravy. Rozhodující je spolehlivá detekce kořenového bodu, ke které přispívá malá styčná mezera a malá délka oblouku. | 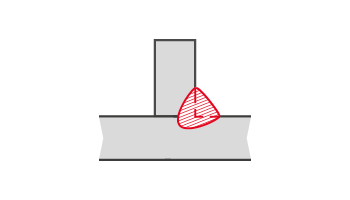 |  |
| I svar | Vzniká při tupém spojení dvou plechů s rovnými hranami. | 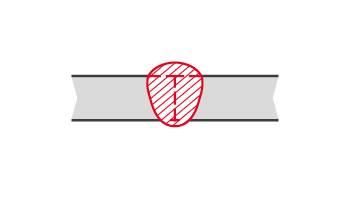 |  |
| V svar | Oboustranné opracování plechů u tupého svaru snižuje riziko chyb spojení okrajů a umožňuje nastavit objem tavné lázně v závislosti na úhlu otevření. | 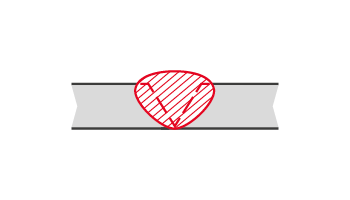 |  |
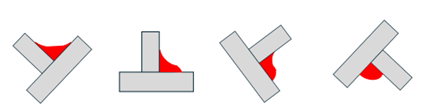
| Y svar | Vzniká, když při spojení dvou opracovávaných dílů zůstane ploška kořene. Výška této plošky kořene a to, zda mezi díly je styčná mezera, rozhoduje o tom, zda lze svar zcela svařit z jedné strany, nebo zda je riziko chyb spojení kořene příliš vysoké. | 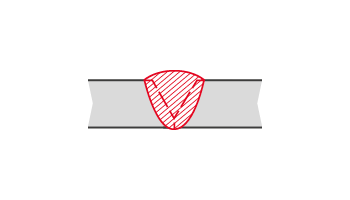 |  |
| Dvojitý V svar nebo X svar | Oboustranné opracování je výhodné zejména u silnějších plechů, protože se tak výrazně sníží objem tavné lázně. Strana, která je snáze přístupná, by měla být obroušena přibližně na dvě třetiny tloušťky plechu. Toto pravidlo 2/3 se osvědčilo v praxi. | 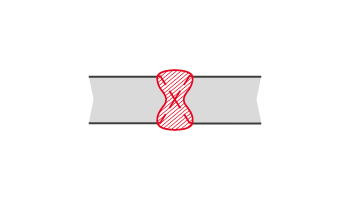 |  |
| Dvojitý HV svar nebo K svar | Opracování pouze jedné strany plechu nebo dílu se velmi často používá v kombinaci se silnými plechy a následně nanesenými koutovými svary. Toto opracování K se používá pro svařování přepážek nebo silných přírub. | 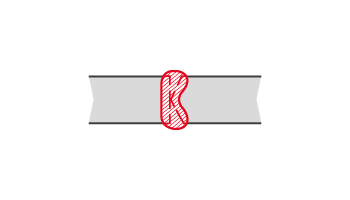 |  |
| Dvojitý HY svar nebo svar na stojině | Navzdory oboustrannému svarovému spoji se obvykle nevyžaduje úplné provaření. Toto použití je vyhrazeno pro velmi silné plechy, a to i bez definované styčné mezery. | 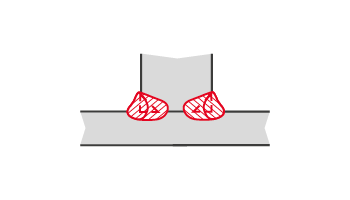 |  |
Bezplatné stažení
Všechny relevantní typy svarových spojů přehledně, zdarma a strukturovaně: Náš plakát nabízí dokonalý přehled. Můžete si jej vytisknout a vyvěsit. Do terénu je k dispozici naše aplikace WeldConnect, pomocí které můžete pohodlně vypočítat odtavný výkon a parametry svařování.
Vždy dokonalé svarové spoje? Náš tajný tip!
Při ručním svařování MIG/MAG je nejdůležitější soustředění a pevná ruka. Zejména při dlouhých svarech se však udržení rovnoměrného pohybu stává skutečnou výzvou.
Postupem času se vkrádají malé odchylky, kvalita švu trpí – a také fyzicky jde o velmi namáhavou práci, a to i pro zkušené svářeče.

Díky systému Velo (Velocity Assistant) od společnosti Fronius získávají ruční druhy svařování chytrou podporu. Systém aktivně vede svařovací hořák a udržuje konstantní rychlost.
Jádrem je tzv. drát Velo, který se dotýká svařence a třením generuje dopředný pohyb – jako studený drát, zcela bez oblouku.
To vyžaduje buď kořenovou hranu (v případě koutových svarů), přechodovou oblast mezi dvěma překrývajícími se svarovými housenkami (v případě několikavrstvých svarů), nebo styčnou hranu plechů (v případě tupých svarů).
Svařovací hořák tak zůstává po celou dobu v optimální vzdálenosti – každý svar je přesný a rovnoměrný. Zjistěte více o systému Fronius Velo!
Zaujalo vás to?
Na našem blogu vás čeká mnoho dalších zajímavých informací ze světa svařování, od inovativních technologií až po neobvyklá místa použití. Zůstaňte s námi a přečtěte si naše články o svařování LaserHybrid a svařování ve volné přírodě!




