
Elles ne sont souvent pas visibles au premier abord, mais sont indispensables, des voitures aux ponts et centrales électriques en passant par les rampes d’escalier : les soudures soutiennent notre monde. Pour garantir leur fiabilité, toutes les constructions soudées doivent constituer un assemblage stable. Notre guide pratique vous fera découvrir tout ce qu’il faut savoir sur les types de soudures et et de joints possibles. En outre, nous vous révélerons comment toujours obtenir des soudures propres avec Fronius Velo.
Quels sont les différents types de joints de soudure ?
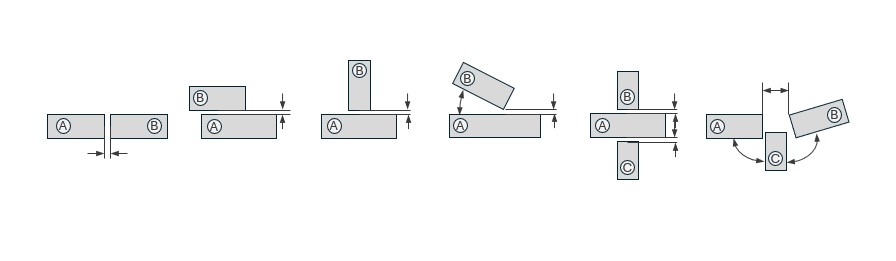
Le joint en soudure ou le type d’assemblage décrit l’association de deux tôles ou pièces. On distingue l’assemblage bout à bout, l’assemblage à recouvrement, l’assemblage en T, l’assemblage en croix, l’assemblage en angle à forte inclinaison et l’assemblage à joints multiples. L’assemblage en angle extérieur est un cas particulier d’assemblage en angle à forte inclinaison avec une disposition des tôles à 90° l’une par rapport à l’autre.
Quels sont les différents types de soudures qui existent ?
En principe, on distingue les soudures d’un seul côté et des deux côtés. Parmi les soudures qui s’effectuent d’un seul côté, on compte la soudure bout à bout sur bords droits, la soudure en V, la soudure en Y et la soudure en U. Si elles ne couvrent que la moitié d’un côté, on les appelle soudure en demi V, soudure en demi Y et soudure en demi U. En cas de soudage à la fois du côté supérieur et du côté inférieur, les dénominations des soudures se voient ajouter le mot « double » (par exemple soudure en double V ou soudure en demi V double).
La soudure bout à bout sur bords relevés est un cas particulier de soudure bout à bout sur bords droits qui est entièrement ou partiellement aplanie après le soudage et permet des vitesses de soudage très élevées.

Épaisseur de soudure
Dans ce contexte, la notion d’épaisseur de soudure revêt une importance particulière, car elle détermine la section porteuse de la soudure. En fonction de l’épaisseur de la tôle et de la résistance attendue de la pièce, une soudure à pleine pénétration ou à pénétration partielle est réalisée.
Lorsque la soudure couvre toute l’épaisseur de la tôle, c’est la lettre « t » qui décrit l’épaisseur, sinon celle-ci est décrite avec un « s ». Dans le cas des soudures d’angle, le plus petit triangle isocèle rectangle inférieur à 45° est la section transversale porteuse, désignée par la dimension « a ».

Positions de soudage
La position de soudage est également déterminante pour le parachèvement et la réussite d’un assemblage sans défaut. En gouttière (PA), le bain de fusion s’écoule généralement de manière régulière, tandis qu’en position horizontale (PB) avec des taux de dépôt élevés, ce n’est plus le cas.
La soudure en corniche (PC) présente l’avantage de soutenir la moitié inférieure de la tôle. En ce qui concerne les soudures verticales ascendantes (PF) ou les soudures au plafond (PE), le taux de dépôt doit être considérablement réduit, car il n’y a pratiquement aucun effet de soutien.
Vue d’ensemble des soudures les plus importantes :
| Étiquetage | Description | Représentation des soudures | Symbole |
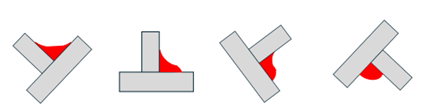
| Soudure d’angle | La soudure d’angle monopasse est utilisée pour les assemblages en T et à recouvrement sans parachèvement spécifique. La détection fiable de la passe de fond est déterminante, ce à quoi contribuent un petit écartement des bords et une courte hauteur d’arc. | 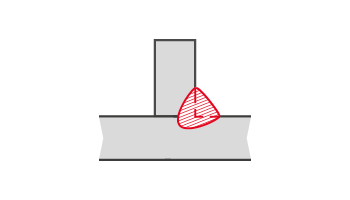 |  |
| Soudure bout à bout sur bords droits | Lorsque deux tôles à bords droits sont assemblées bout à bout, on obtient une soudure bout à bout sur bords droits. | 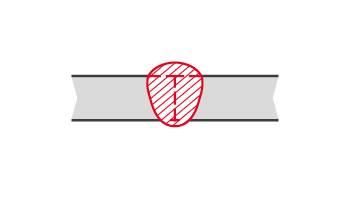 |  |
| Soudure en V | L’assemblage des deux côtés des tôles par une soudure bout à bout réduit le risque d’erreurs d’assemblage des bords et permet, en fonction de l’angle d’ouverture, d’ajuster le volume du bain de fusion. | 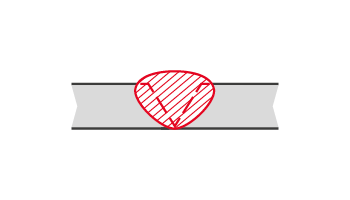 |  |
| Soudure en Y | Une soudure en Y est obtenue lorsqu’il reste un méplat au niveau de la jonction de deux éléments assemblés. La hauteur de ce méplat et la présence d’un écartement des bords des pièces permet de déterminer s’il est possible de souder à pleine pénétration d’un côté ou si le risque d’erreurs de soudure de la passe de fond est trop élevé. | 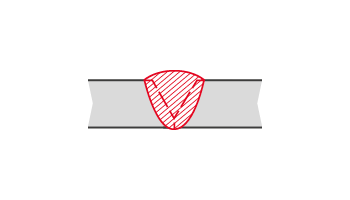 |  |
| Soudure en double V ou soudure en X | Un usinage des deux côtés est particulièrement avantageux pour les tôles plus épaisses, car cela réduit considérablement le volume du bain de fusion. Le côté le plus facilement accessible doit être meulé sur environ deux tiers de l’épaisseur de la tôle. Cette règle empirique des 2/3 a fait ses preuves dans la pratique. | 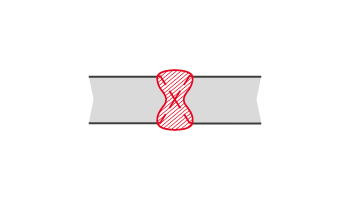 |  |
| Soudure en demi V double ou soudure en K | L’usinage d’un seul côté d’une tôle ou d’une pièce est très souvent utilisé en association avec des tôles épaisses et des soudures d’angle réalisées par la suite. Cet usinage en K est utilisé pour souder des tôles de séparation ou des languettes épaisses. | 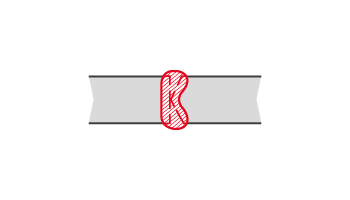 |  |
| Soudure en demi Y double ou soudure en K avec méplat | Malgré la présence d’une soudure des deux côtés, une soudure en pleine pénétration n’est généralement pas nécessaire. Cette application est réservée aux tôles très épaisses, même sans écartement des bords défini. | 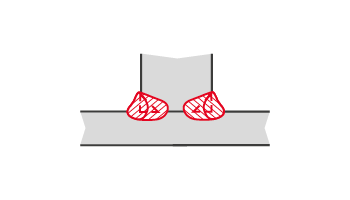 |  |
Téléchargement gratuit
Tous les types de soudures pertinents, sous forme compacte, gratuite et structurée : notre affiche vous offre une vue d’ensemble parfaite, à imprimer et à accrocher. En déplacement, notre application WeldConnect vous permet de calculer facilement le taux de dépôt et les paramètres de soudage.
Toujours obtenir la soudure parfaite ? Voici notre secret !
Lors du soudage MIG/MAG manuel, la concentration et une main sûre sont essentielles. Il est toutefois très difficile de maintenir un mouvement régulier, surtout pour les soudures longues.
Au fur et à mesure, de petites irrégularités apparaissent, la qualité des soudures en pâtit et cela devient rapidement très fatigant physiquement, même pour les soudeurs expérimentés.

Grâce à Velo, le Velocity Assistant de Fronius, le soudage manuel bénéficie d’une assistance intelligente. Le système guide activement la torche tout en maintenant une vitesse constante.
La pièce maîtresse du système est le fil Velo qui entre en contact avec la pièce à souder et génère un mouvement vers l’avant par frottement, à froid et sans arc électrique.
Cela nécessite soit un bord de passe de fond (pour les soudures d’angle), soit une zone de transition entre deux passes superposées (pour les soudures multicouches), soit un bord de butée des tôles (pour les soudures bout à bout).
Votre torche de soudage reste ainsi à tout moment à la distance optimale et chaque soudure est aussi précise que régulière. En savoir plus sur le Fronius Velo !
Cela a éveillé votre curiosité ?
Notre blog vous réserve encore bien d’autres informations passionnantes sur l’univers du soudage, des technologies innovantes jusqu’aux lieux d’intervention inhabituels. Restez connectés et découvrez nos articles à propos du soudage LaserHybrid et du soudage au milieu de la nature !




