
No los solemos ver a primera vista, pero son indispensables y están presentes en nuestro día a día: en coches, barandillas, puentes, trenes y todo tipo de construcciones metálicas. Las soldaduras mantienen unido nuestro mundo. Para que sea fiable, toda construcción soldada necesita uniones estables.
¿Qué tipos de uniones existen?
El objetivo de toda soldadura es transmitir esfuerzos entre los elementos que une. Por lo tanto, la naturaleza de estas uniones será la base para su diseño.
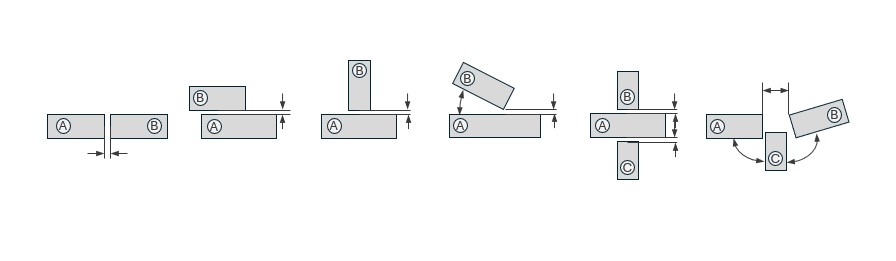
Códigos como AWS A3.0 o normas como CEN/TR 1499 IN o ISO 2553 describen todos los tipos de unión que se pueden dar, siendo los más significativos los que se muestran a continuación:
Unión a tope (BW): soldadura de dos piezas que se encuentran en el mismo plano para proporcionar una transmisión de esfuerzos homogénea. Se puede realizar una preparación de los bordes de las piezas con el fin de asegurar una buena fusión y penetración.
Unión a solape: soldadura entre dos piezas que están superpuestas en planos paralelos.
Unión en T: se realiza cuando las piezas que se unen forman un ángulo de aproximadamente 90º. Esta unión puede dividirse en:
- A tope en T (BW-T): se pretende fundir total o parcialmente la pieza que apoya su canto sobre la otra.
- Ángulo (FW): la soldadura se realiza mediante la fusión de la esquina y los bordes de las piezas unidas, que forman un cordón de perfil triangular. La altura del triángulo creado mediante metal de soldadura se define como garganta.
Unión en esquina: se trata de la soldadura de los cantos de dos chapas que forman 90º
Geometría del cordón de soldadura
Una vez conocidos el material y las solicitaciones estáticas o dinámicas que soportará el cordón, se debe determinar cómo será la forma de la soldadura que transmitirá los esfuerzos.
Si el cordón debe garantizar la fusión de todo el espesor, diremos que la penetración vale “t”; si se trata de una penetración parcial, hablaremos de “s«. En el caso de las soldaduras en ángulo, la garganta se indica con la letra “a”.

Para asegurar las dimensiones anteriores, puede que sea necesario cambiar la forma de los bordes de las piezas a unir. En la figura siguiente, se muestran algunos ejemplos para la soldadura de acero al carbono, basados en ISO 9692-1:

Visión general de los cordones de soldadura más importantes
La preparación de bordes que seleccionaremos depende de muchos factores. Aunque en las figuras anteriores se muestren preparaciones simétricas, en la práctica esto no siempre es así. Aspectos como la posición de soldeo, el espesor de la pieza, el tipo de metal, el proceso de soldeo e incluso el tipo de arco pulsado que usemos influyen en la preparación de bordes óptima para cada unión. Se recomienda consultar normas como ISO 9692-1 para la correcta selección de parámetros geométricos de la preparación de bordes y EN ISO 2553 para el diseño de la unión.
Existen tantas variedades y posibilidades como permita nuestra imaginación técnica. En la citada normaEN ISO 2553 podemos encontrar representaciones como, por ejemplo:
| Identificación | Descripción | Representación de la soldadura | Símbolo |
| Soldadura en ángulo | Soldadura de sección triangular sobre una preparación de bordes rectos para una unión en T. | 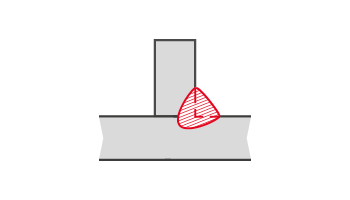 |  |
| Soldadura en I | Unión con bordes rectos soldados a tope. | 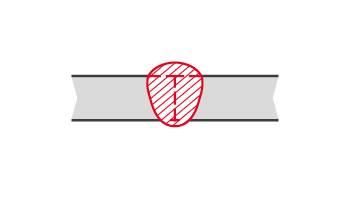 |  |
| Soldadura en V | Unión con preparación del ángulo del bisel de los dos bordes, pudiendo incluir un pequeño talón. Se denomina HV cuando solo se prepara uno de los lados. | 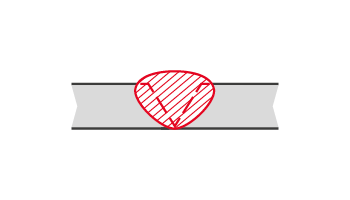 |  |
| Soldadura en Y | Igual que la soldadura en V, pero con un talón considerable. Es la preparación ideal cuando se pretende realizar una penetración parcial o cuando se cuenta con pulsados de alta penetración como PMC de Fronius. | 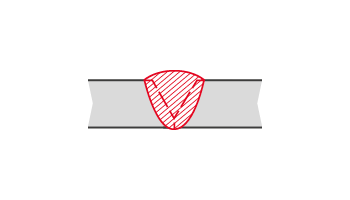 |  |
| Soldadura en X o en doble V, DV | Unión con preparación del ángulo del bisel de los bordes a unir por ambos lados, pudiendo incluir un pequeño talón. Este tipo es recomendable para grandes espesores, cuando se pretende reducir significativamente las tensiones y/o deformaciones generadas por el aporte térmico. Se recomienda rebajar aproximadamente dos tercios del espesor por una de las caras, iniciar la soldadura por ese lado, soldar el tercio restante por la cara opuesta y terminar de rellenar por el lado inicial. | 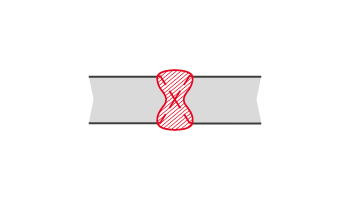 |  |
| Cordón doble en HV, DHV o en K | Unión con preparación del ángulo del bisel del borde de una de las piezas que se van a unir por ambos lados, pudiendo incluir un pequeño talón. | 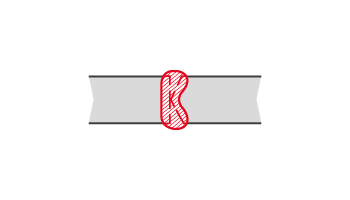 |  |
| Cordón doble en HY, DHY | Soldadura con preparación del bisel de los bordes a unir por ambos lados, formando un talón de tamaño considerable.Aunque se crean cordones en ambos lados, no suele ser necesaria la penetración completa. Este tipo de soldadura sueleaplicarse a espesores muy grandes. | 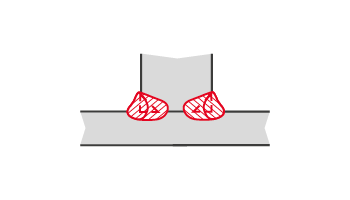 |  |
¿Soldaduras siempre perfectas? Nuestro secreto para lograrlo
Las soldaduras perfectas requieren tres factores indispensables: conocimiento, equipo y habilidad.
Si quieres ampliar tus conocimientos de soldadura, te recomendamos que estés atento a las próximas publicaciones de Fronius. Si no quieres esperar, puedes apuntarte a nuestro Máster de Ingeniero, Técnico o Especialista Internacional de Soldadura, que impartimos en Fronius España desde 2020.
Si ya cuentas con equipamiento Fronius, habrás podido comprobar la enorme estabilidad del arco y la versatilidad de sus pulsados en procesos como electrodo, plasma, TIG y MIG/MAG.
Incluso con equipamiento de alta calidad, como el que ofrece Fronius, es necesario tener pulso firme y mucha concentración. Por ejemplo, en soldadura MIG/MAG, mantener la trayectoria adecuada cuando los cordones son muy largos se convierte en un verdadero reto.
Se pueden producir desviaciones que, aunque pequeñas, comprometen la calidad del cordón y hacen que la labor sea físicamente exigente , incluso para profesionales muy experimentados.

Velo, o Velocity Assistant de Fronius, ofrece una asistencia inteligente para la soldadura manual. El sistema guía activamente la antorcha y mantiene la velocidad constante.
La clave es el denominado «hilo Velo», un hilo frío sin arco que hace contacto con la pieza de trabajo y genera un movimiento de avance por fricción.
Para ello, es necesario contar con una pasada de raíz (para uniones a tope), o bien con la zona de transición entre dos pasadas de soldadura o la intersección entre las chapas en uniones en ángulo. De esta manera, la antorcha de soldadura se mantiene a la distancia óptima en todo momento y los cordones se realizan de forma precisa y uniforme. Más información sobre Fronius Velo.
¿Sigues teniendo curiosidad?
En nuestro blog encontrarás mucho contenido interesante sobre la soldadura: desde tecnologías innovadoras hasta trabajos de soldadura en lugares insólitos. No te pierdas nuestros artículos sobre LaserHybrid y Soldadura en lugares remotos.
Descarga gratuita
Los tipos de cordones de soldadura más importantes, presentados en un formato compacto, estructurado y gratuito: ¡coloca nuestro póster en la pared para tenerlos siempre a mano! Y, cuando estés fuera, utiliza nuestra aplicación WeldConnect para calcular cómodamente las tasas de deposición y los parámetros de soldadura.




