
Często niewidoczne na pierwszy rzut oka, ale niezbędne – od samochodów, przez mosty i elektrownie, po poręcze schodów: spoiny utrzymują nasz świat. Aby mogły robić to niezawodnie, każda konstrukcja spawana potrzebuje stabilnego połączenia. W naszym praktycznym przewodniku dowiesz się wszystkiego na temat możliwych rodzajów spoin i połączeń spawanych. Pokażemy też, jak wykonywać zawsze czyste spoiny za pomocą Fronius Velo.
Jakie są rodzaje połączeń spawanych?
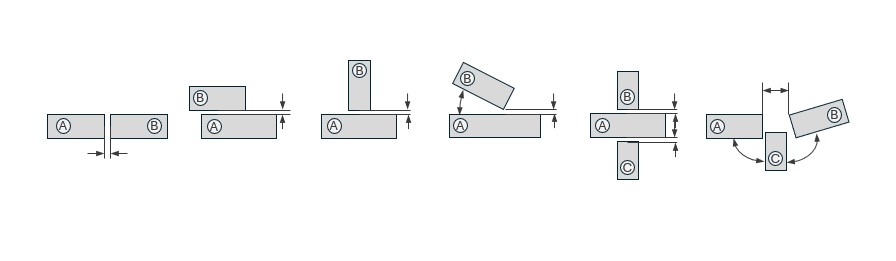
Sposób połączenia dwóch arkuszy blachy lub elementów opisuje się za pomocą „rodzaju złącza”. Rozróżnia się połączenie doczołowe, połączenie zakładkowe, połączenie teowe, połączenie krzyżowe, połączenie kątowe i połączenie wieloczęściowe. Połączenie narożne jest szczególnym typem połączenia kątowego z blachami ułożonymi pod kątem 90° względem siebie.
Jakie wyróżniamy rodzaje spoin?
Zasadniczo rozróżniamy spoiny jednostronne i dwustronne. Spoiny jednostronne obejmują spoinę czołową I, spoinę czołową V, spoinę czołową Y i spoinę czołową U. Jeśli krawędzie są przygotowane z jednej strony, nazywa się je spoiną 1/2 V, spoiną 1/2 Y i spoiną J. W przypadku spawania z obu stron otrzymujemy spoiny dwustronne, takie jak spoina dwustronna V lub K.
Spoina brzeżna i spoina czołowa stanowią szczególne rodzaje spoiny typu I. W przypadku pierwszej z nich zapewniamy gładkie, równe lico spoiny z uwzględnieniem najwyższych prędkości spawania.

Grubość spoiny
Ważnym pojęciem w tym kontekście jest grubość spoiny, ponieważ określa ona nośny przekrój spoiny. W zależności od grubości blachy i wymaganej wytrzymałości elementu wykonywana jest spoina z pełnym lub częściowym przetopem.
Jeśli spoina pokrywa pełną grubość materiału blachy, wówczas oznaczana jest jako „t”, w przeciwnym razie grubość spoiny jest oznaczana jako „s”. W przypadku spoin pachwinowych przekrojem nośnym jest najmniejszy trójkąt prostokątny poniżej 45°, który określa się jako „wymiar a”.

Pozycje spawania
Pozycja spawania ma również kluczowe znaczenie dla przygotowania i skuteczności bezbłędnego połączenia. W pozycji podolnej (PA) jeziorko spawalnicze zwykle spływa równomiernie, co nie ma miejsce w pozycji nabocznej (PB) przy wysokich wydajnościach stapiania.
Pozycja naścienna (PC) ma tę zaletę, że dolna blacha podtrzymuje jeziorko spawalnicze. W przypadku pozycji pionowej z kierunkiem spawania w górę (PF) lub pozycji pułapowej (PE) wydajność stapiania musi być znacznie zmniejszona, ponieważ praktycznie nie występuje efekt podparcia.
Przegląd najważniejszych rodzajów spoin:
| Oznakowanie | Opis | Przedstawienie spoiny | Symbol |
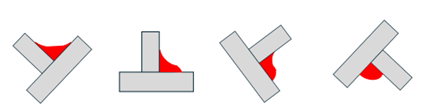
| Spoina pachwinowa | Jednowarstwowa spoina pachwinowa jest stosowana do złączy teowych i zakładkowych bez specjalnego przygotowania. Decydującym czynnikiem jest uzyskanie przetopu, do czego przyczynia się mała szczelina i krótki łuk zwarciowy. | 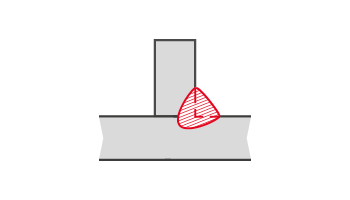 |  |
| Spoina czołowa I | Gdy dwa arkusze stykają się ze sobą prostymi bokami, powstaje spoina I. | 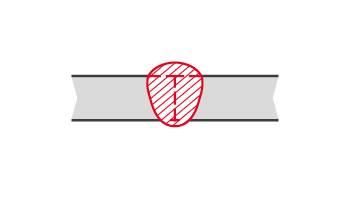 |  |
| Spoina czołowa V | Obróbka po obu stronach arkuszy w spoinie doczołowej zmniejsza ryzyko błędów stapiania krawędzi i umożliwia regulację objętości jeziorka spawalniczego w zależności od kąta otwarcia. | 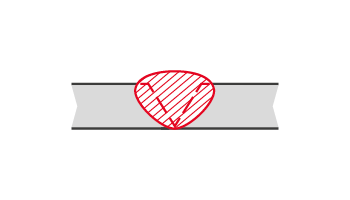 |  |
| Spoina czołowa Y | Spoinę Y otrzymujemy, gdy w miejscu zetknięcia się dwóch obrobionych elementów pozostaje próg. Wysokość tego progu i wielkość szczeliny między elementami decyduje o tym, czy spoina zostanie wykonana prawidłowo lub pojawią się wady przetopu. | 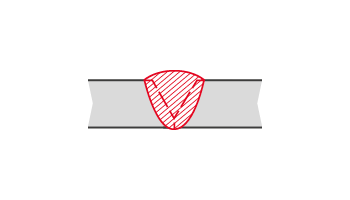 |  |
| Spoina dwustronna V | Obróbka po obu stronach jest szczególnie korzystna w przypadku grubszych arkuszy blach, ponieważ znacznie zmniejsza objętość jeziorka spawalniczego. Stronę, która jest łatwiej dostępna, należy przeszlifować na około dwie trzecie grubości arkusza. Ta zasada 2/3 wielokrotnie sprawdziła się w praktyce. | 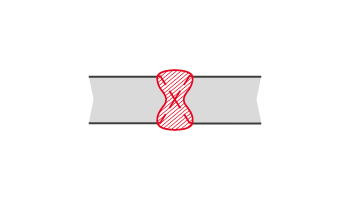 |  |
| Spoina dwustronna K | Przygotowanie tylko jednej strony arkusza lub elementu jest bardzo często stosowane w połączeniu z grubymi blachami, ponieważ ułatwia wykonanie spoin pachwinowych. Obróbka krawędzi pod spoinę K służy do spawania w blach grodziowych lub grubych łączników. | 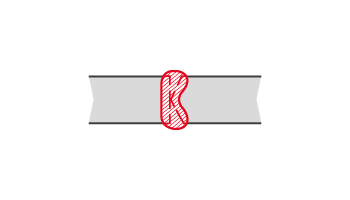 |  |
| Spoina dwustronna HY | Pomimo utworzenia spoiny po obu stronach, pełny przetop zwykle nie jest wymagany. To zastosowanie jest zarezerwowane dla bardzo grubych arkuszy blach, także bez określonej szczeliny. | 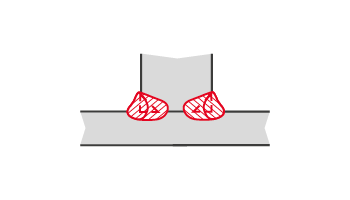 |  |
Pobierz za darmo
Wszystkie istotne rodzaje spoin w kompaktowej, nieodpłatnej i ustrukturyzowanej formie: Nasz plakat oferuje idealny przegląd rodzajów spoin. Do zastosowań mobilnych przyda się nasza aplikacja WeldConnect, która pozwala łatwo obliczyć współczynnik natapiania i parametry spawania.
Zawsze idealne spoiny? Nasza tajna wskazówka!
W przypadku ręcznego spawania metodą MIG/MAG najważniejsza jest koncentracja i stabilna ręka. Ale szczególnie w przypadku długich spoin utrzymanie stabilnego ruchu staje się prawdziwym wyzwaniem.
Z czasem pojawiają się niewielkie odchylenia, jakość spoin spada – i fizycznie praca szybko staje się bardzo wyczerpująca, nawet dla doświadczonych spawaczy.

Dzięki Velo, Velocity Assistant firmy Fronius, spawanie ręczne zyskuje inteligentne wspomaganie. System aktywnie prowadzi uchwyt spawalniczy, utrzymując stałą prędkość.
Sercem jest tzw. drut Velo, który styka się z elementem spawanym i wskutek tarcia generuje ruch do przodu – jako zimny drut, zupełnie bez łuku spawalniczego.
Wymaga to albo krawędzi grani (w przypadku spoin pachwinowych), obszaru przejściowego między dwoma nakładającymi się ściegami spawalniczymi (w przypadku spoin wielowarstwowych) albo krawędzi czołowej blach (w przypadku spoin doczołowych).
Dzięki temu uchwyt spawalniczy jest zawsze w optymalnej odległości – każda spoina jest precyzyjnie i równomiernie wykonana. Dowiedz się więcej o Fronius Velo już teraz!
Chcesz poznać więcej informacji?
Na naszym blogu możesz spodziewać się o wiele więcej ekscytujących informacji ze świata spawania – od innowacyjnych technologii po nietypowe miejsca zastosowania. Bądź na bieżąco i odkryj nasze artykuły na temat LaserHybrid i spawania w dzikim środowisku!




