
Oft nicht auf den ersten Blick sichtbar, aber unverzichtbar – von Autos, Brücken und Kraftwerken bis hin zu Treppengeländern: Schweißnähte halten unsere Welt zusammen. Damit sie das auch zuverlässig tun, braucht jede Schweißkonstruktion eine stabile Verbindung. In unserer praktischen Übersicht erfahren Sie alles über die möglichen Stoß- und Nahtarten. Darüber hinaus verraten wir Ihnen, wie Sie mit Fronius Velo stets saubere Nähte ziehen.
Welche Stoßarten gibt es?
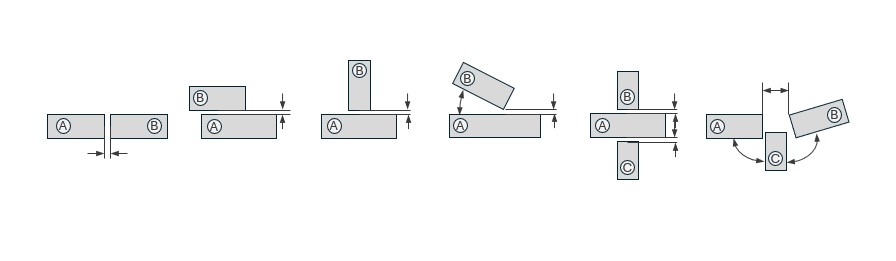
Die Zuordnung zweier Bleche oder Bauteile zueinander wird mit der „Stoßart“ beschrieben. Man unterscheidet Stumpfstoß, Überlappstoß, T-Stoß, Doppel-T-Stoß (Kreuzstoß), Schrägstoß und Mehrfachstoß. Der Eckstoß ist dabei ein Sonderfall des Schrägstoßes mit einer Blechanordnung von 90° zueinander.
Welche Schweißnähte gibt es?
Grundsätzlich unterscheiden wir zwischen einseitigen und beidseitigen Nähten. Zu den einseitigen Nähten gehören die I-Naht, die V-Naht, die Y-Naht und die U-Naht. Werden diese halbseitig angearbeitet, nennt man sie HV-Naht, HY-Naht und HU-Naht. Wenn wir von der Ober- und Unterseite schweißen, erhalten die Nähte den Zusatz „D“ für „Doppel“ (zum Beispiel DV oder DHV).
Die Bördelnaht und die Stirnflankennaht sind Sonderfälle der I-Naht, wobei erstere nach dem Schweißen vollständig oder teilweise eingeebnet wird und höchste Schweißgeschwindigkeiten ermöglicht.

Nahtdicke
Ein in diesem Zusammenhang wichtiger Begriff ist die Nahtdicke, denn sie bestimmt den tragenden Querschnitt der Schweißnaht. Abhängig von der Blechdicke und der geforderten Festigkeit des Bauteils wird eine voll durchgeschweißte oder teilweise durchgeschweißte Naht ausgeführt.
Wenn die Naht die volle Materialdicke des Bleches umfasst, erhält die Blechdicke den Zusatz „t“, ansonsten bezeichnet man die Dicke mit einem „s“. Bei Kehlnähten ist das kleinste rechtwinklige Dreieck unter 45° der tragende Querschnitt, der mit dem „a-Maß“ bezeichnet wird.

Schweißpositionen
Die Schweißposition ist ebenfalls entscheidend für die Anarbeitung und das Gelingen einer fehlerfreien Verbindung. In der Wannenlage (PA) läuft das Schmelzbad üblicherweise gleichmäßig aus, was in horizontaler Lage (PB) bei hohen Abschmelzleistungen nicht mehr der Fall ist.
Die Quernaht (PC) hat den Vorteil einer Stützwirkung der unteren Blechhälfte. Bei einer Steignaht (PF) oder Überkopfnaht (PE) muss die Abschmelzleistung deutlich reduziert werden, weil nahezu keine Stützwirkung vorhanden ist.
Übersicht der wichtigsten Schweißnähte:
| Kennzeichnung | Beschreibung | Naht-Darstellung | Symbol |
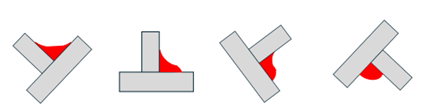
| Kehlnaht | Die einlagige Kehlnaht wird beim T- und Überlappstoß ohne spezielle Anarbeitung eingesetzt. Entscheidend ist die sichere Erfassung des Wurzelpunktes, wozu ein kleiner Spalt und eine kurze Lichtbogenlänge beitragen. | 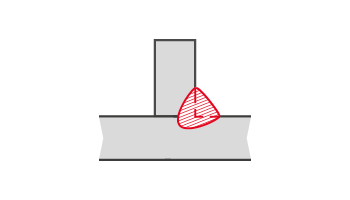 |  |
| I-Naht | Beim stumpfen Aneinanderstoßen zweier Bleche mit geraden Flanken entsteht eine I-Naht. | 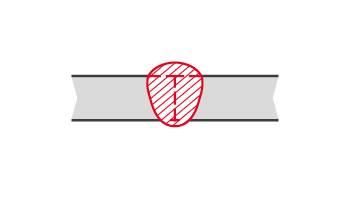 |  |
| V-Naht | Das beidseitige Anarbeiten von Blechen in einer Stumpfnaht verringert das Risiko von Flankenbindefehlern und ermöglicht je nach Öffnungswinkel eine Anpassung des Schmelzbadvolumens. | 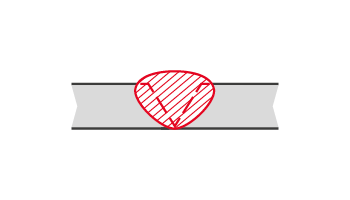 |  |
| Y-Naht | Eine Y-Naht entsteht, wenn beim Zusammentreffen von zwei angearbeiteten Bauteilen ein Steg stehen bleibt. Wie hoch dieser Steg ist und ob dabei ein Spalt zwischen den Bauteilen vorhanden ist, entscheidet darüber, ob man die Naht von einer Seite vollständig durchschweißen kann oder ob das Risiko von Wurzelbindefehlern zu hoch ist. | 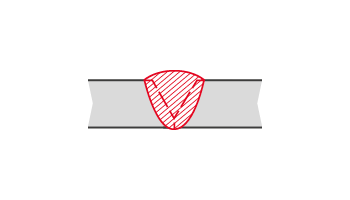 |  |
| Doppel-V- oder X-Naht: | Eine beidseitige Anarbeitung ist vor allem bei dickeren Blechen von Vorteil, weil so das Schmelzbadvolumen deutlich reduziert wird. Die Seite, die leichter zugänglich ist, sollte etwa um zwei Drittel der Blechdicke angeschliffen werden. Diese 2/3-Faustformel hat sich in der Praxis bewährt. | 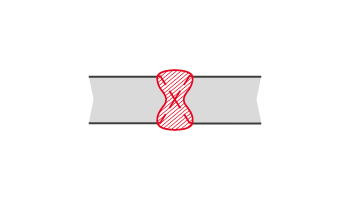 |  |
| Doppel-HV- oder K-Naht: | Die Anarbeitung nur einer Blech- oder Bauteilseite kommt sehr oft in Kombination von dicken Blechen und anschließend aufgesetzten Kehlnähten zur Anwendung. Diese K-Anarbeitung wird zum Einschweißen von Trennblechen oder dicken Laschen angewandt. | 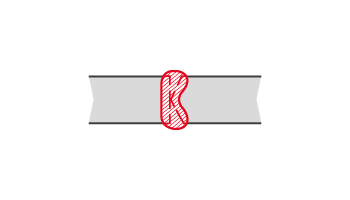 |  |
| Doppel-HY- oder Stegnaht: | Trotz beidseitiger Schweißnaht ist meist eine vollständige Durchschweißung nicht gefordert. Diese Anwendung ist sehr dicken Blechen vorbehalten, auch ohne definierten Spalt. | 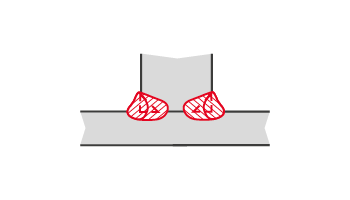 |  |
Kostenlos downloaden
Alle relevanten Schweißnahtarten kompakt, kostenlos und strukturiert: Unser Poster bietet Ihnen die perfekte Übersicht zum Ausdrucken und Aufhängen. Für unterwegs gibt’s unsere WeldConnect-App, mit der Sie Abschmelzleistung und Schweißparameter bequem berechnen lassen können.
Stets perfekte Schweißnähte? Unser Geheimtipp!
Beim manuellen MIG/MAG-Schweißen sind Konzentration und eine ruhige Hand das A und O. Doch besonders bei langen Nähten wird es zur echten Herausforderung, die Bewegung gleichmäßig zu halten.
Mit der Zeit schleichen sich kleine Abweichungen ein, die Nahtqualität leidet – und auch körperlich wird es schnell sehr anstrengend, selbst für erfahrene Schweißfachkräfte.

Mit Velo, dem Velocity Assistant von Fronius, bekommt das Handschweißen clevere Unterstützung. Das System führt den Brenner aktiv mit und hält die Geschwindigkeit konstant.
Herzstück ist der sogenannte Velo-Draht, der das Werkstück berührt und durch Reibung eine Vorwärtsbewegung erzeugt – als Kaltdraht, ganz ohne Lichtbogen.
Dafür braucht man entweder eine Wurzelkante (bei Kehlnähten), den Übergangsbereich zwischen zwei übereinanderliegenden Schweißraupen (bei mehrlagigen Nähten) oder die Stoßkante der Bleche (bei Stumpfnähten).
So bleibt Ihr Schweißbrenner jederzeit im optimalen Abstand – jede Naht sitzt präzise und gleichmäßig. Jetzt mehr über Fronius Velo erfahren!
Neugierig geworden?
Auf unserem Blog erwarten Sie noch viele weitere spannende Einblicke in die Welt des Schweißens – von innovativen Technologien bis hin zu ungewöhnlichen Einsatzorten. Bleiben Sie dran und entdecken Sie unsere Artikel zu LaserHybrid und Schweißen in der Wildnis!




